


Logistika-industria modernoaren garapen azkarrarekin, lau norabideko anezka-ibilgailuen hiru dimentsioko biltegia hiru dimentsioko biltegi automatizatuen forma nagusietako bat bihurtu da biltegiratze funtzio eraginkor eta trinkoetan, funtzionamendu-kostuetan eta adimen sistematikoetan dituen abantailengatik. kudeaketa biltegiratze sisteman.

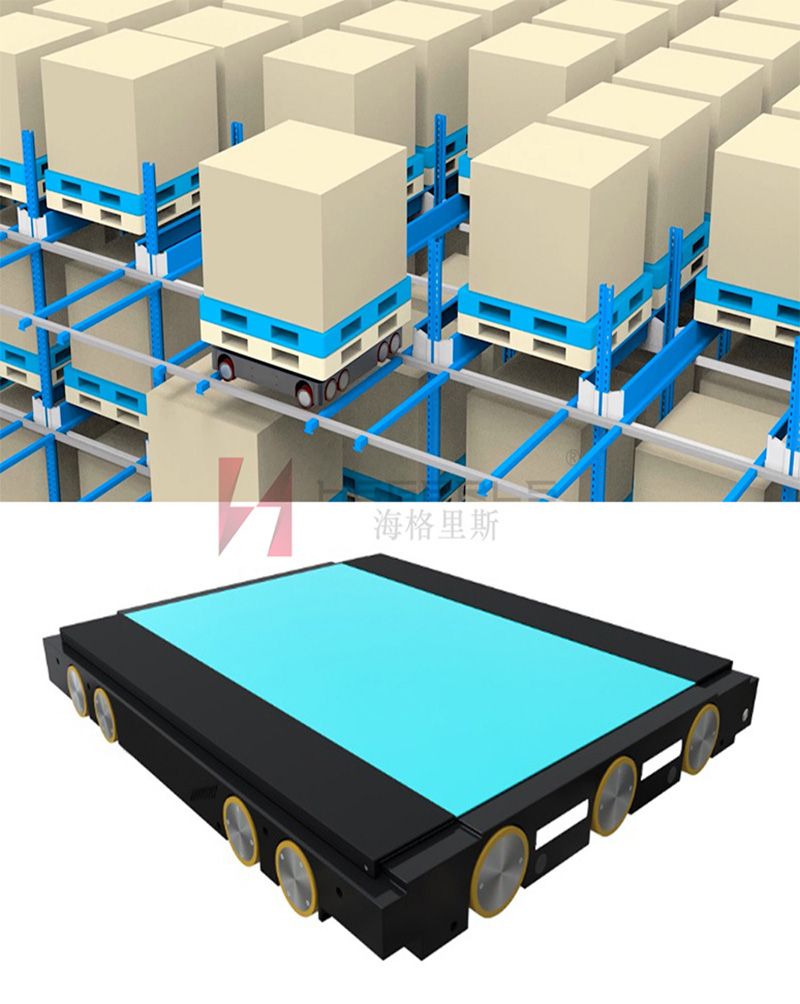
Lau noranzkoko anezka-bagoiaren hiru dimentsioko biltegia hiru dimentsioko biltegi automatizatu mota bat da, lau noranzkoko anezka-kotxea, hiru dimentsioko apalak, igogailuak, erretiluak garraiatzeko lerroak, altxatzeko eta transferitzeko makinak eta software kontrol-sistemaz osatua. . Apalategiko atala salgaiak gordetzeko erabiltzen da, lau noranzko anezka salgaiak apalean garraiatzeko erabiltzen da eta softwarearen kontrol sistema lau noranzko anezkaren eta beste automatizazio ekipoen funtzionamendua kontrolatzeko eta benetako egoera grabatzeko erabiltzen da. ondasunen. Lau noranzkoko anezka-autoen hiru dimentsioko biltegia hiru dimentsioko biltegi automatizatuko soluzio arrunta da, irregularra, irregularra, aspektu-erlazio handia edo barietate txikiko sorta handietan, barietate anitzeko lote handietako biltegietan aplika daitekeena. Lau noranzkoko anezka-bagoiaren mugimendu bertikala eta horizontala erabiliz eta igogailuarekin geruza aldatzeko eragiketetarako lankidetzan, salgaien biltegiratze eta berreskuratze automatizatua lor daiteke, hau da, fluxu baxuko eta dentsitate handiko biltegiratzerako egokia dena, baita fluxu handikoa ere. dentsitate handiko biltegiratzea. Lau norabideko anezka hiru dimentsioko biltegiratze-sistema biltegiratze sistema adimendun mota berri bat da, eta hainbat funtzio integratzen ditu, hala nola pilaketa automatikoa, manipulazio automatikoa eta gidaririk gabeko gidatzea. Biltegiratze logistika eta merkataritza elektronikoko industrien garapen azkarrarekin, asko aplikatu da.

Lau noranzkoko anezka-autoen hiru dimentsioko biltegia konplexuagoa da kontrol-programazioan, eskaera-kudeaketan, ibilbideak optimizatzeko algoritmoetan eta beste zenbait alderditan, proiektuaren ezarpena zailagoa delarik. Hori dela eta, nahiko hornitzaile gutxi daude, eta Hebei Woke Metal Products Co., Ltd. (norberaren jabetzako marka: HEGERLS) hornitzaile gutxietako bat da.
Eskuzko biltegiko apal biltegiratze eta bidalketarekin alderatuta, lau noranzko anezka irtenbideak "pertsonei ondasunak" sistema laua eboluzionatu du geruza anitzeko 3D "pertsonei ondasunak" sistema bihurtu du, eta hiru dimentsioko biltegi automatizatu bat sortu du biltegiratze handiagoa eta trinkoagoa duena. espazioak. HEGERLS lau noranzkoko anezka hiru dimentsioko biltegirako irtenbidea egokia da ibilgailuen zehaztapenak gordetzeko, hala nola paletak, edukiontziak eta kartoizko kaxak, eta egokia da hainbat diseinu espazial konplexuetarako eta industriako eszenatokietarako. Espazio-diseinuaren sistema berean, HEGERLS lau norabideko anezka-ibilgailuen hiru dimentsioko biltegi sistemak automatizazio-maila handiagoa eta sarrerako eta irteerako prozesatzeko gaitasun handiagoak ditu biltegiratze-sistem tradizionalekin alderatuta, eta horrek zereginak prozesatzeko denbora asko laburtu dezake.
HEGERLS lau norabideko anezka-bagoiaren hiru dimentsioko biltegiaren funtzionamendu-prozesua
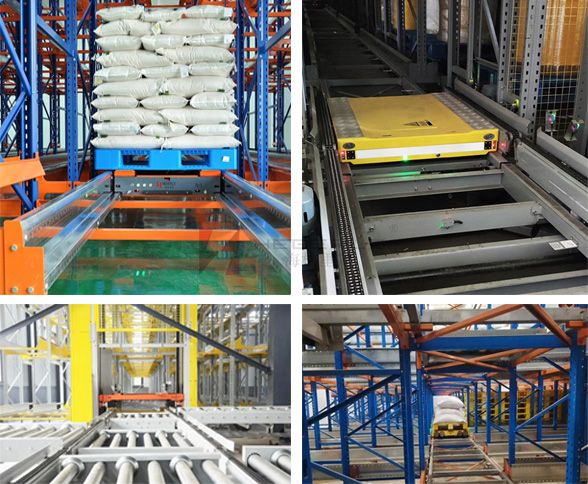
1) Biltegiratzea: biltegiratzeko erretilua zuzenean biltegiratze portuan jartzen da eskorga baten bidez, eta biltegiratzeko botoia sakatu ondoren, garraiatzaile-lerroa biltegiratzeko noranzkoan mugitzen da. Itxura ikuskatu ondoren, ikuskatu salgaiak behar bezala jartzen diren ala ez. Kualifikatuak baldin badira, barra-kodeekin gorde eta eskaneatu egingo dira; Kalifikatua ez badago, biltegira itzuliko da eta salgaiak eskuz berrantolatu egingo dira. Barra-kodeen eskanerak paletaren kodea eskaneatzen du. Eskaneatu ondoren, WCS-k (kontrol-sistema) barra-kodearen balioa WMS-ra itzultzen du. WMS (ordenagailuak kudeatzeko informazio-sistema) zama-kodearen kokapena esleitzen du barra-kodearen balioaren arabera eta WCSra bidaltzen du (informazioa barne, hala nola zama-kokapenaren geruza, errenkada, zutabe eta sakonera kopurua bezalako informazioa); WCS-k jasotako zamaren kokapenari buruzko informazioa bidaltzen dio PLCari; PLCak garraiatzailearen linearen funtzionamendua kontrolatzen du biltegiratzeko helmuga helbidea lortuz; Aldi berean kontrolatu polipastoa salgaiak helmugako geruzara garraiatzeko. Eskanerrak kodea eskaneatzen ez badu, WCS-k eskaneatutako hutsegitearen emaitzari buruzko feedbacka emango dio WMS-ri, eta garraio-lerroa martxan geldituko da eta eskuzko prozesamenduaren zain geratuko da; WMS-k eskaneatze-balioa baliogabea dela zehazten badu, garraio-lerroa martxan geldituko da eta eskuzko prozesamenduaren zain egongo da; Operadoreek eskuko terminalak erabil ditzakete kodeak berriro eskaneatzeko edo barra-kodeen informazioa ordezkatzeko eskaneatze egoera anormalak kudeatzeko. Salgaiak prozesatzeko itzuli behar badira, sakatu "itzultzeko botoia" biltegiratze atakan, eta salgaiak biltegiratze portura itzuliko dira prozesatzeko.
2) Utzi salgaiak igogailuaren sarreran garraiatzaile-lerrora joan arte itxarotea; PLCak salgaiak biltegiratzeko helmuga-helbidearen arabera iritsi behar dituen apal-geruza kopurua berresten du eta igogailura deitzen du. Igogailua lehen solairura iristen denean, garraio-lineak salgaiak igogailura garraiatzen ditu, eta salgaiak igogailutik igarotzen dira helmugako solairura iristeko; Igogailua helmuga geruzara iritsi ondoren, salgaiak igogailutik irteten dira igogailu-garraiatzaile-lerroarekin batera eta itxaron anezka-kamioiak salgaiak jasotzeko portuan jaso arte.
3) WMS (Computer Management Information System) sarrerako zereginak bidaltzen ditu erregularki, eta WCS (Kontrol Sistema) sarrerako zereginak jasotzen ditu eta salgaien helmugako anezka-ibilgailura igortzen ditu; Anezkak sarrerako argibideak jasotzen ditu, helmuga-mailako bilketa-portura joaten da salgaiak hartzera eta helmugako zama-kokapenera garraiatzen ditu. WMS (Computer Management Information System) ataza bana ematen du aldi berean, eta WCS (Control System) sarrerako eta irteerako zereginak exekutatzen ditu WMSk (Computer Management Information System) emandako zereginen ordenan oinarrituta. WMS (Computer Management Information System) sarrerako atazak igorri baino lehen, beharrezkoa da irteerako zeregina burutu den zehaztu behar da; Irteerako zeregina amaitu ondoren, sarrerako zeregina igortzen da garraio-lerroen baliabideak okupatzeak eragindako blokeoa saihesteko.
4) Irteera: WMS (Computer Management Information System) irteerako zereginak (hasierako helbidea eta helmuga helbidea barne) WCS (Kontrol Sistema) igortzen ditu. WCS (Kontrol Sistema) irteerako zeregina jaso ondoren, irteerako salgaiak anezka-kotxeak salgaien uneko mailan garraiatzen ditu igogailu-garraiatzaile-lerrora; Salgaiak igogailuaren sarreran garraiatzaile-lerroan itxarotea gelditzen da, PLCak igogailua kontrolatzen duen bitartean salgaien uneko mailara iristeko; Igogailua salgaien uneko mailara iritsi ondoren, garraio-lineak salgaiak igogailura garraiatzen ditu. Igogailuak salgaiak lehen mailara eramaten ditu, eta salgaiak igogailutik irteten dira. Garraio-lerroak salgaiak irteerako portura garraiatzen ditu. Eskuz kendu erretilua eta amaitu irteerako prozesua.
5) Biltegirako sarrera, irteera eta transferentzia (mugitu, mugitu) WMS sistemak esleitzen ditu eta biltegiaren kontrol sistemak ez du onartzen kokapenak esleitzea; Anezka-ibilgailu adimenduna blokeatzen duen erretilu bat badago bere bidaia-bidean zehar, WMS-k biltegiaren transferentzia-zeregin bat igorri behar du eta blokeo-erretilua kendu behar du ondorengo zereginak igorri aurretik.
6) Kontrol automatikoko sistemak (WCS) zereginak jasotako denboraren hurrenkeran exekutatzen ditu, lehenik jasotako zereginak exekutatzen direlarik.
7) WMS (Computer Management Information System) zereginak aldian-aldian igortzen ditu, eta barnean lehentasuna eman ondoren, WCS-k zeregin bakarra ematen du aldi bakoitzean.
8) Automatizazio-ekipoen exekuzio-efizientzia estuki lotuta dago salgaiak gordetzeko eta jartzeko ordenarekin, baita biltegitik irteteko moduarekin eta tunelaren sakonerarekin ere. Metodo hauek azken automatizazio-ekipoaren benetako eraginkortasuna zehazten dute. Automatizazio-ekipoen eraginkortasuna goiko eszenatokian jarduteko premisaren arabera lortutako efizientzian oinarritzen da.
9) Geruza jakin bateko transbordadore-auto batek gaizki funtzionatzen badu, akatsen informazioa eskuz berretsi ondoren, akatsen ibilgailua sarrerako eta irteerako bideetan eragiten ez duen kokapen batera eraman daiteke. Beste geruzetan dauden ibilgailuak altxatu eta akastunaren geruzara alda daitezke zereginak egiteko.
Hebei Woke-k, ekipamendu teknologikoen patente garrantzitsuak dituen fabrikatzaile ezagun gisa, funts ugari inbertitu ditu urtero erlazionatutako ekipamendu adimentsuen teknologiaren ikerketan eta garapenean eta berritzean. Bere marka HEGERLS fabrikak produkzio-lerro automatizatuak eta kudeaketa adimenduna ditu, eta gaur egun munduratu egin da. Europa, Amerika, Ekialde Hurbila, Latinoamerika eta Asiako hego-ekialdeko herrialde eta eskualdeetako bezero askok konfiantza izan dute, eta independentean diseinatu eta ekoitzi ditu anezka-auto adimendunak. transbordadore-autoak eta tunel-pilatzaileak hiru dimentsioko biltegiko ekipamendu automatizatuen marka izendatu dituzte enpresa askorentzat.
Argitalpenaren ordua: 2023-05-15